

















Galkoff Butcher’s Shop Tiled Façade
The Conservation work was carried out by Lynne Edge ACR and the team at Edge Conservation and Restoration Services. Mount-making and installation was carried out by David Whitty, Peter Edge and the team at Museum Exhibition Services UK Ltd. Cunningham Brown Ltd. were the construction contractors for the work carried out on the Galkoff building. Anna Dembicka took part in the conservation and mounting process as part of a 6-month Heritage Lottery funded ICON ceramics internship at Edge Conservation.
This tiled frontage had the explicit display of Hebrew lettering, considered to be the last remaining of its type in the UK. Approximately 855 faience green and cream lead glazed tiles were conserved.
Tile Removal from the building
Documentation/Recording
In early December 2017 the hoardings were temporarily removed to facilitate digital photography, to record the position of the tiles prior to removal. A base document of the shop front was then produced, which mapped out the tiles and enabled a workable numbering system to be identified. Each tile and fragments of tiles were numbered; a unique number was written on a circular sticky label and this was applied directly to the surface of each tile/fragment .
A tapping survey was undertaken to determine the stability of the tiles and the strength of adhesion to their substrate. This condition assessment informed the sequence and strategy for the removal of the tiles.
Prior to the commencement of work on-site, it had not been possible to attain an informed understanding of the exact method/s of installation that had been employed during the instatement of the façade in 1933. Therefore, a ‘test’ removal of a small grouping of tiles on the top proper left-hand side of the frieze was undertaken. Within a short period of time, it became clear that there was incredibly strong adhesion of the tiles to their substrate; stronger than anticipated. As the excavation of this small area progressed, the original method of installation for the top frieze became clear: A ladder frame had been attached to the brick face of the building. This was the same depth as the window lintel above, and thus achieved a flush level/plane. A ‘chicken-wire’ type of mesh had then been nailed to the ladder frame. Then, a thick layer of Portland Cement mixed with a variety of rough stone aggregate had been applied to (and through) the mesh; forming a foundation layer. A smoother layer of Portland Cement was applied on top of the foundation layer. Then, a thinner layer of Portland Cement had been used as a mortar onto which the tiles were applied. All in all, the substrate was approximately 80mm in depth, rather than c15mm that had initially been anticipated .
Method of Tile Removal
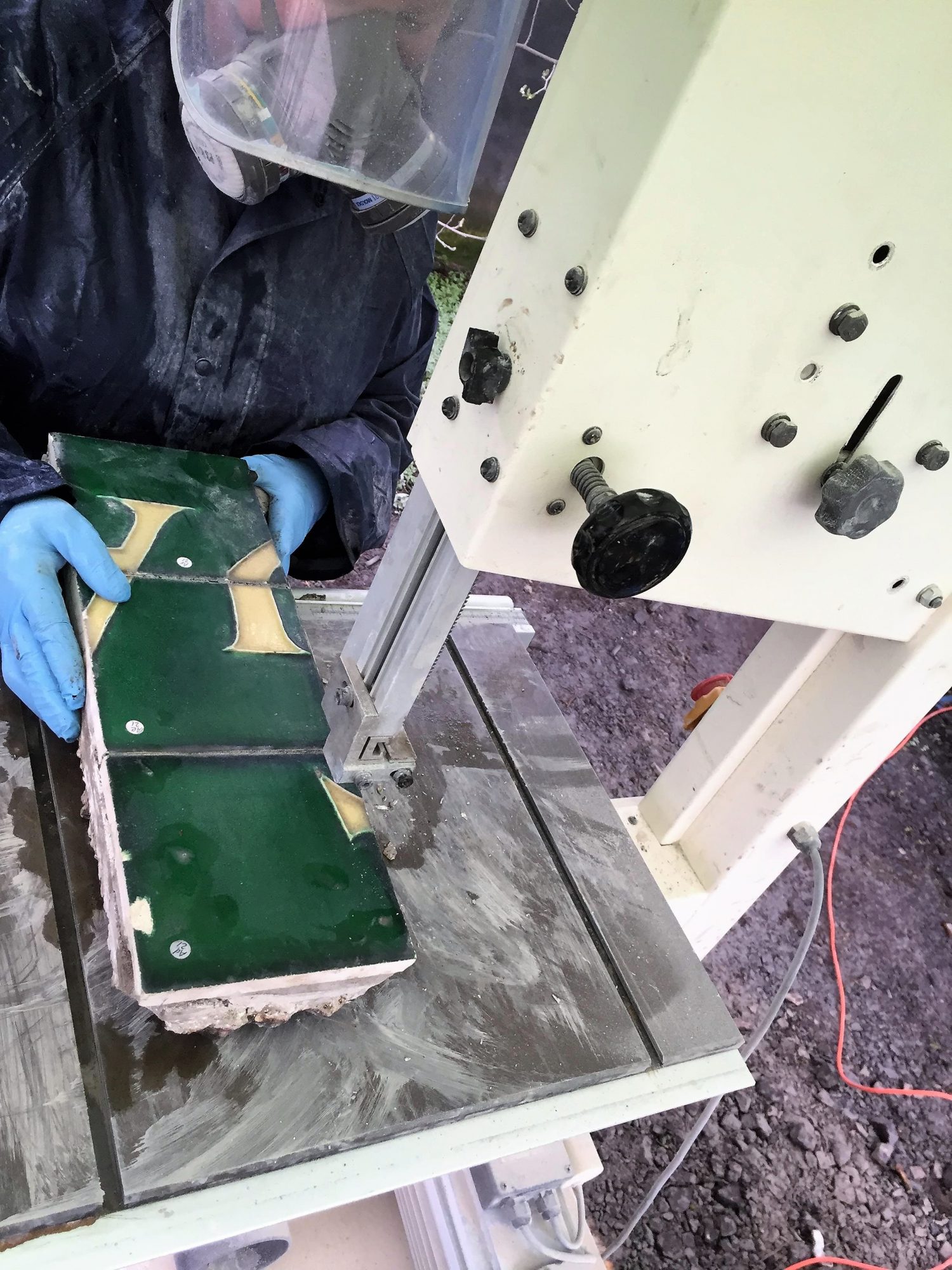
Masking tape was applied to the surfaces of unstable and broken tiles prior to being removed from their substrate. A cutting plan was then determined that ensured only a very small number of tiles were sacrificed to achieve optimum removal with minimal damage. The tiles were then removed by cutting along grout lines with a diamond cutting blade. As the tiles were removed, they were placed in Plastazote and bubble wrap lined, perforated, stackable trays and once all tiles were removed, these trays were transported to EDGE Conservation Services studio.
Conservation and Replication of Tiles
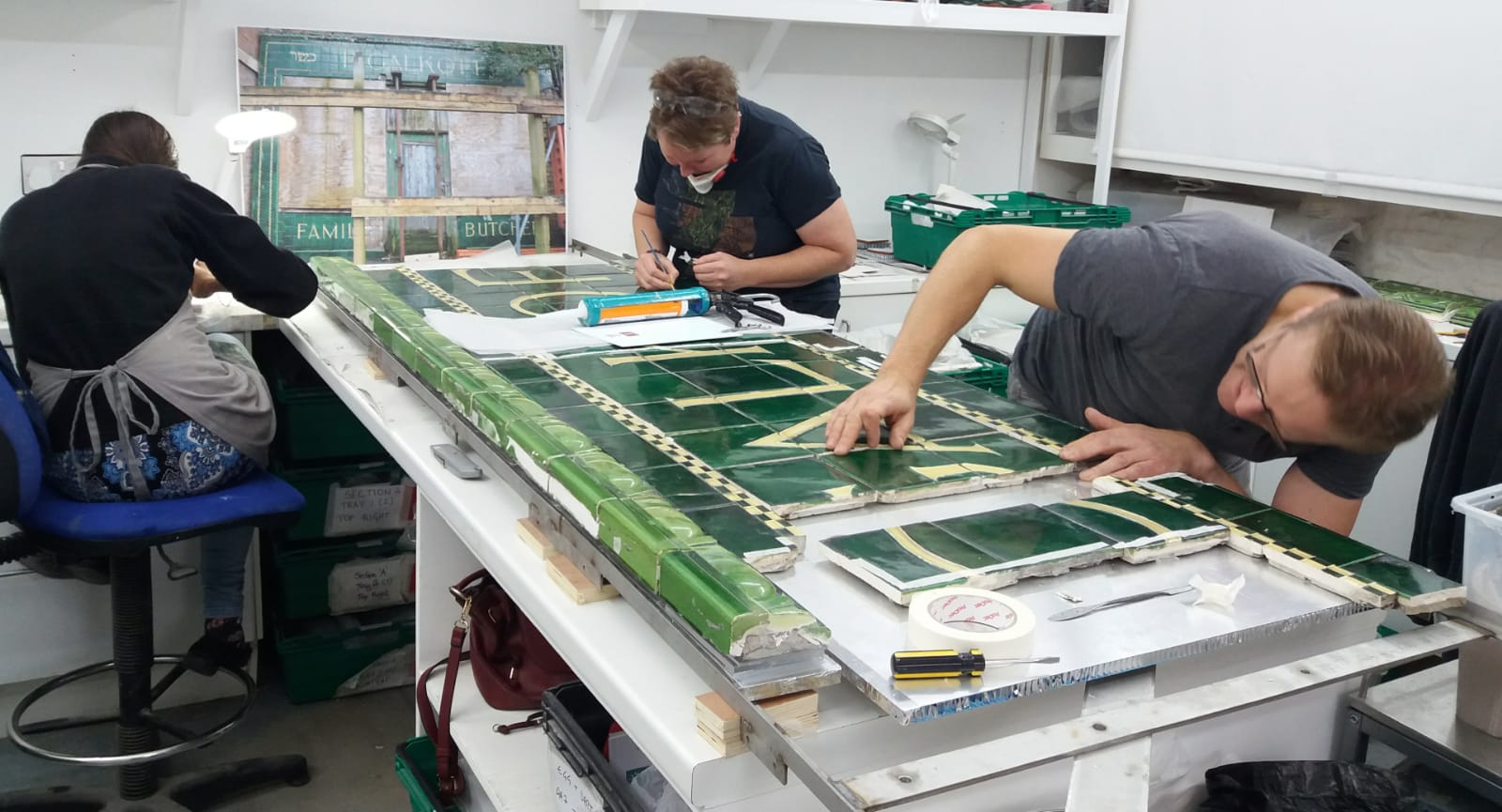
Conservation Treatment
Cleaning. Any loose surface dirt was removed using a soft sable brush & a vacuum. Ingrained dirt was further removed using a glass fibre brush and a vacuum. The surface was then wet cleaned by swabbing with a weak solution of non-ionic detergent in deionised water, which was then removed with swabs of deionised water only. Stubborn dirt was removed with the controlled use of a Derotor GV Steam cleaner and then by swabbing with acetone, industrial denatured alcohol or white spirit; whichever was most appropriate.
Consolidation . A 7% solution of acrylic resin in acetone was used to consolidate loose ‘sounding’ areas of glaze, exposed areas of clay body to missing areas, and the edges of broken tiles. This was applied by brush and micropipette.
Re-bonding. A 1:1 solution of acrylic resin in acetone was used to bond detached areas of glaze and broken tiles.
In-filling Chips, Re-modelling Large Missing Areas and Finishing . Chipping of the glaze along the join lines of re-bonded areas and chips that interrupted the overall aesthetic of the tiles were colour- filled with a paste of clear acrylic glaze, porcelain powder and dry artist’s pigments. Deep chips were firstly core filled prior to applying the coloured paste. These fills were refined and then a final clear layer of clear acrylic glaze was applied on top and then polished. Larger missing areas were filled and modelled using a fine high-strength plaster, which then were retouched with a clear acrylic glaze and dry artist’s pigments.
Replication of Whole Missing Tiles
Wherever possible, the original material was retained and conserved. EDGE worked with Craven-Dunnill Jackfield Ltd., a Shropshire-based company specialising in the reproduction of heritage tiles and Architectural Faience, to achieve the correct size and colour of the missing tiles. In addition to these replica tiles, additional tiles were manufactured for handling sessions; four that form a letter ‘G’, one with chequerboard design and one that is plain.
Process of Mounting of Tiles
A modular system was developed so that sections of tiles were mounted at the studio and then delivered to the Museum of Liverpool.
The Mounting Materials
Cellite 220 (previously known as Hexlite) was used as the backing material onto which the tiles were mounted. This is a honeycomb core aluminium material bonded between skins of aluminium sheet. This type of backing is treated to provide excellent backing to corrosive atmospheres and provides minimal deflection and low weight necessary for the requirements of this project. Approximately five sheets of Cellite 220 were tailored and joined to create the required mounting area/module. Each of the Cellite 220 panels was fitted on their reverse with threaded stainless-steel inserts; these were used to secure the tile panels vertically onto the main mount structure that mimics the form of the original shop frontage.
The Mounting Method & Installation
A separating layer of 10% acrylic resin in acetone was painted just within each of the four corners of the tiles covering an area of 20mm2 each. Silcoset 153 was then applied on top of these separating layers and then positioned onto the Cellite 220 support, allowing a gap between each tile that is the same width as a grout line, and then allowed to cure. Silcoset 153 is a 1-part RTV Silicone adhesive sealant paste that is resistant to solvents and chemicals and in this situation was suitable for open display. Having a separating layer of Paraloid B72 also enabled reversibility in the future, if necessary. The gaps between the tiles were filled (to mimic the original grouting) with a slightly flexible grout tinted with acrylic colours, so that it did not look too ‘fresh’.
EDGE liaised with the project manager, curator and designer to determine an agreed design that incorporated the display enclosures and graphic panels, as specified in the tender document, within the freestanding presentation of the shop front. An O316 grade stainless steel mount/support/armature was fabricated and fixed to an MDF carcass that replicated the size of the original shop front. The Cellite 220 ‘trays’ of tiles were bolted through their corresponding threaded inserts within the metal framework and secured to the MDF carcass. The tiles were mounted c150mm above the floor with an acrylic ‘kickboard’ beneath to protect the tiles from accidental damage. The overall finished look replicates the original shop front. If the exhibit ever needs to be removed from display, the nature of the modular construction will enable it to be dismantled into its sections. EDGE also fabricated bespoke storage/transportation crates for the trays of tiles and their metal support frame.